

This article discusses the importance of an efficient warehouse layout, shows the common warehouse layout patterns, and the steps involved in designing one. It also gives best practices for designing a warehouse floor plan.
The Importance of Warehouse Layout Design
The efficiency of any warehouse operation highly depends on its floor plan’s layout and design. A well-thought-out warehouse layout optimizes your operations and ensures effective use of space, allowing for the efficient movement of goods and people within the facility.
To design your warehouse floor plan, consider your facility’s footprint, security, and inventory.
- Warehouse footprint: This is the total area of your warehouse—storage, operational, and office space.
- Warehouse security: This is the placement of security cameras, fencing, and access control systems.
- Inventory: This is the placement of inventory stock in logical and organized locations and the use of technology like barcode scanners and inventory management systems
Related:
- Best Business Security Systems
- Best Warehouse Inventory Management Software
- What Is Barcode Inventory Management? SMB Guide
Common Warehouse Layout Patterns
There are a few basic and standard warehouse floor plans—U-shaped, I-shaped, and L-shaped.
1. U-shaped Design
Best for: Any warehouse size

Shaped like a semi-circle, the U-shaped design idea usually has the loading and shipping areas next to each other. The reception area is usually behind the loading and picking area (behind shipping).
The storage area fills out the back of the warehouse. The most popular products are placed between the less popular ones (at the center of the U-shape).
2. I-shaped Design
Best for: High-volume warehouses

This type of warehouse floor plan has the loading and unloading area and shipping area at both ends, with storage space designated in the middle.
3. L-shaped Design
Best for: Small to midsize warehouses
Traffic flow is shaped like the letter “L” for this design layout. Loading and reception areas are positioned on one side, while shipping and picking areas are on the adjacent side. The other areas are filled with product storage.
How to Lay Out a Warehouse Efficiently Step by Step
Follow the steps below in planning your warehouse layout:

Step 1: Create a Warehouse Diagram
An effective warehouse layout starts with an accurate 2D visualization, which you can plan for using physical paper schematics or design software.
- Using Physical Schematics: The easiest way to create a physical design is with a copy of your warehouse blueprint. If you’re renting, your landlord might be able to provide a blueprint you can use. When drawing your layout, plan as though one square on the grid paper equals one square foot in your warehouse. That way, the spatial relationships on your project will match your actual space.
- Using Design Software: Layout software is a digital option to develop and experiment with your warehouse floor plan schematic quickly. Some specialized online layout tools offer specific features for warehouse design—such as SmartDraw. Plans start at $5.95 per month, and the program allows you to experiment easily with different layout approaches by dragging and dropping elements around your map.
Step 2: Optimize Your Warehouse Space
You need to determine the amount of space your warehouse can hold to plan your warehouse floor better. First, you should calculate your storage area. Then, you can plan for equipment, create production and workflow zones, and establish storage areas.

To know your current space utilization, you need to calculate your total warehouse size and potential storage area size. Using these metrics helps establish limits on how you store products and lets you know when your warehouse is at full capacity.
How to calculate for warehouse space utilization
- Total warehouse Size: To calculate total warehouse size,
- Identify the total square footage of your facility.
- Subtract office space, restrooms, and any other space that isn’t used for storage.
- Multiply the remaining square footage by the clear height of your warehouse (distance from the floor to any overhead object).
- Potential Storage Area Size: To calculate your potential storage area size,
- Multiply the length and width of the outside dimensions of your racking by the height of the highest load in that area. This results in the cubic volume for your storage area size. Your potential storage space or maximum storage space is based on your current setup.
- There will be instances when the highest load height isn’t uniform throughout the warehouse area. If this is the case, calculate them separately and add them all after.
- Space Utilization
- If you are using a warehouse management system (WMS): Get the total volume of all products stored in your warehouse, as this is reflected in your WMS already. Divide the total volume of all products by the storage area size and multiply by 100.
- If you are not using a WMS: Divide your storage area into possible sections (like stacking rows). Estimate the percent utilization of each row. Next, add the results and divide by the number of each section or row.
Here are some essential areas your warehouse should have. They are present in the warehouse layout designs we feature below.
- Storage and inventory areas
- Inbound receiving area (for receiving products and pallets from delivery trucks)
- Picking and packing areas (for preparing incoming customer orders)
- Outbound shipping area (where the packed orders are placed onto pallet racks and loaded onto trucks for delivery)
- Employee space (area for warehouse staff to take breaks, eat, and rest—separate from work areas)
- Offices for onsite warehouse management teams (optional)
Once you have calculated your storage space, the next step would be to plot your workspace and plan for equipment.
- Identify your key units. These things take up most of your space and/or are the center of your production zones. A business’s key warehouse units, such as manufacturing equipment or workstations, will vary based on the facility’s primary goals. While equally important, storage spaces are secondary in your plan—their locations depend on where you position your equipment.
- Allow sufficient space so that any equipment used—from hand trucks to forklifts—can navigate the warehouse aisles easily. Again, this will vary greatly depending on the products you sell, as different types of products require handling equipment—which, in turn, affects your aisle spacing. For example, a forklift will need more space than a pallet jack.
After addressing primary units like equipment, stock shelving, and assembly stations, the next step is thinking about how workers, materials, and goods move in and around your key elements.
Consider the space necessary for safe production work. Safety should be a prime consideration in all warehouses—though it may be more complex in manufacturing, where movement occurs around equipment. The Occupational Safety and Health Administration (OSHA) offers detailed publications to review in planning your warehouse safety initiatives.
Storage is another key factor to consider in your layout. In fact, for pack and ship (and some assembly operations), efficient arrangement of storage areas is likely your prime concern.
- Storage Area: What you’re storing dictates the type of storage you need to plan for in your layout, along with the space you need to reserve in and around storage areas—like aisle widths between shelving and clearance areas for moving goods in and out of storage.
- Aisle Spacing:
- If your warehouse plans involve hand-stocking small boxes for assembly or pack-and-ship, hand-held bins or rolling carts are all you need to stock and pull stored goods. In these cases, your shelving aisles will likely need to range between 3.6’ to 4’ wide.
- If you use a pallet jack or forklift to move pallets or equipment in your storage areas, you’ll need generous space between shelves or around other units.
Step 3: Choose Your Warehouse Equipment
When planning your warehouse layout, the size and type of storage, shelving, and workspace equipment all come into play. Common warehouse solutions include pallet racks, heavy- and light-duty shelving, cantilever racks, and bins.
| Type of Storage/Shelving | Best For: | Common Sizes and Space to Allow in Your Warehouse Layout |
|---|---|---|
| Pallet rack | Midweight to heavyweight storage needs | 4’ deep x 8’ long per unit |
| Heavy-duty shelving | Lightweight to midweight storage needs | 3’ to 4’ deep x 6’ to 8’ long per unit |
| Light-duty shelving | Lightweight storage needs | 18” to 2’ deep x 4’ long per unit |
| Cantilever rack and specialty shelving | Specific storage for oversized items | Varies by need |
| Bins, boxes, and hoppers | Loose parts and materials storage | Varies, common allowance is pallet size: 40” x 48” |
| Small parts and assembly bins | Storing small items in limited space | None, usually used on shelves, carts, and/or workstations |
You can buy storage and shelving options from a dealer or from Alibaba—which offers steep discounts. Amazon, Home Depot, and Lowe’s are great options for small quantities. Pre-owned equipment is also an option.
In addition to storage units, your warehouse might need work-area equipment. Here are a variety of options:
| Type of Workspace Equipment | Best For | Common Sizes to Allow in Warehouse Space Planning |
|---|---|---|
| Multi-use tables and workbenches | Manufacturing, assembly, picking, and packing | Varies. Common sizes run 3’ deep x 5’ to 8’ long |
| Specialty manufacturing assembly stations | Manufacturing and assembly needs | Varies. Common sizes run 2’ to 3’ deep x 5’ to 8’ long |
| Dedicated packing stations | Daily shipping needs | Common size is 3’ deep x 6’ to 8’ long |
| Pallet packing freight scale station | Operations shipping truck freight regularly | 4’ x 4’, or 4’ deep x 6’ long |
| Dedicated shipping station table | Operations shipping parcels regularly | Varies. Common sizes run 3’ deep x 5’ to 8’ long |
You may not need all of the equipment listed in the above chart, but be sure to give careful consideration to the various work stations you need in your warehouse and what types of tables or equipment will be required for those stations to operate effectively.
You also must think through how you’ll move stock and materials around in your warehouse and secure the appropriate equipment necessary for transport.
Popular options include:
| Type of Logistics Equipment | Best For | Common Sizes to Allow in Warehouse Space Planning |
|---|---|---|
| Stock carts and pallet jacks | Operations that move goods within the warehouse | Allow around 3’ wide x 5’ long for storage |
| Rolling staircases | Operations that store volume stock on shelves over 8’ in height | Approx. 4’ wide x 8’ long |
| Conveyors | Operations that are performing light assembly | Varies, 18” by 30” width and lengths of 2’ to 24’ are common |
| Forklifts | Operations that move heavy loads within the warehouse | Approx. 11’–13’ aisle clearance |
Step 4: Use Efficient Traffic Flow Strategies
Now that you have an idea of the types of equipment and storage solutions you will use for your warehouse and a sense of where everything will fit into your layout, it’s time to zero in on your detailed schematic. The goal of a warehouse schematic is to arrange every element to create an efficient, productivity-boosting traffic flow.
Think about your operation by exploring the following warehouse usage needs:
- Consider how much time you and your employees will spend in various locations in your warehouse.
- Determine around which elements—manufacturing equipment, storage areas, or work tables—most work will center.
- Explore different needs you and your employees will have regarding movement within the warehouse, how items will be gathered from various warehouse locations, and what items need to be kept close at hand to complete daily tasks.
Step 5: Test Your Warehouse Traffic Flow Plan
The last step before installing equipment, shelves, and tables is to test your warehouse traffic flow plan. To do this, measure off the space and apply masking tape on the floor to mark the positioning of your main units—whether they’re equipment, tables, or shelves. You don’t need to do this for every piece, but it’s important to mock up key workflow and production zone areas.
Then, walk the space as though you’re conducting key tasks that will be performed in the warehouse:
- Practice performing work functions: Carry boxes, tools, or materials while you test your warehouse design. Make sure you have plenty of clearance in all directions. Roll carts or pallet jacks through the warehouse layout to ensure items navigate easily along the planned paths—even when heavily loaded down.
- Get employees to test your floor plan: If you have employees, get them involved in acting out work processes. If you don’t have employees, enlist some family or friends to help roleplay key warehouse actions. Make sure your staff has ample room to conduct the tasks they will be required to perform.
- Check hard-to-change layout areas multiple times: If you have large spaces within your warehouse layout that will house heavy equipment or large shelving units, test these areas multiple times. It’s far better to make traffic flow corrections at this stage (while changes can be easily made) than to move heavy fixtures and equipment once installed.
Warehouse Layout Setup Project Plan Examples
Here are some warehouse layout examples that consider the functional elements of a well-designed floor plan:
Aisle Pattern
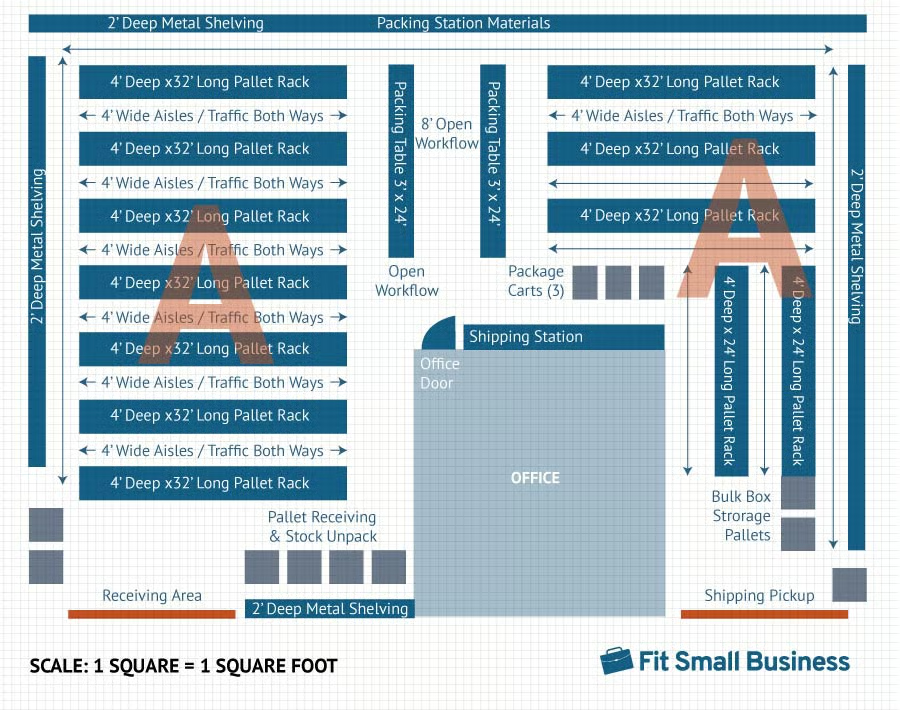
- The busiest production zone—the packing area—is centrally located between stock shelves, with two aisles directly feeding into it.
- This warehouse layout allows staff to quickly access or “pick” the product on either side of the packing tables. Each employee is assigned a specific section to pick and maintain, which keeps them from bumping into each other.
- Stock storage areas are maximized by using a 12’-tall pallet rack that allows ample overstock space on upper shelves—out of daily workflows.
- Hand-carried bins and small carts are used for restocking and order picking among the shelves.
- Shelving is not used against the end walls. Instead, this warehouse runs 2’-deep shelving along the perimeter for smaller items, allowing pickers to move from aisle to aisle without backtracking and pick small items along the way as needed.
Packing & Shipping Workspace
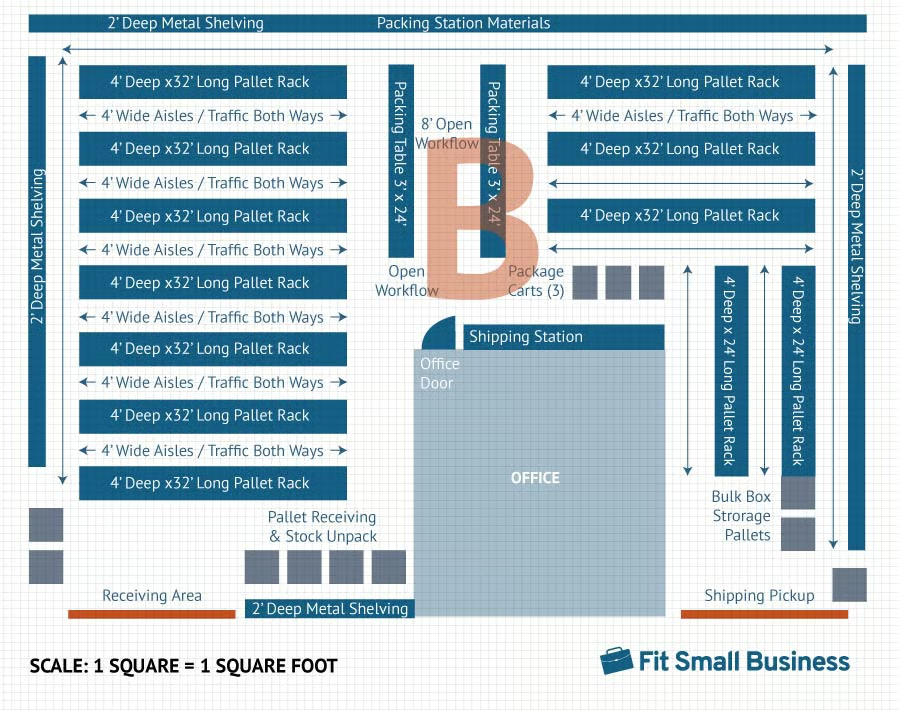
- In the central packing area (B), the warehouse layout includes 8’ and 6’ utility tables that can be moved and rearranged as packing needs dictate.
- This warehouse layout pattern has shipping boxes and packing materials in easy reach of the packing tables. Once packed, parcels are quickly moved to the nearby shipping station table for weighing, sealing, and labeling. If you plan on shipping daily, allocating space for a dedicated shipping station is a real time-saver.
Generous Receiving & Shipping Areas
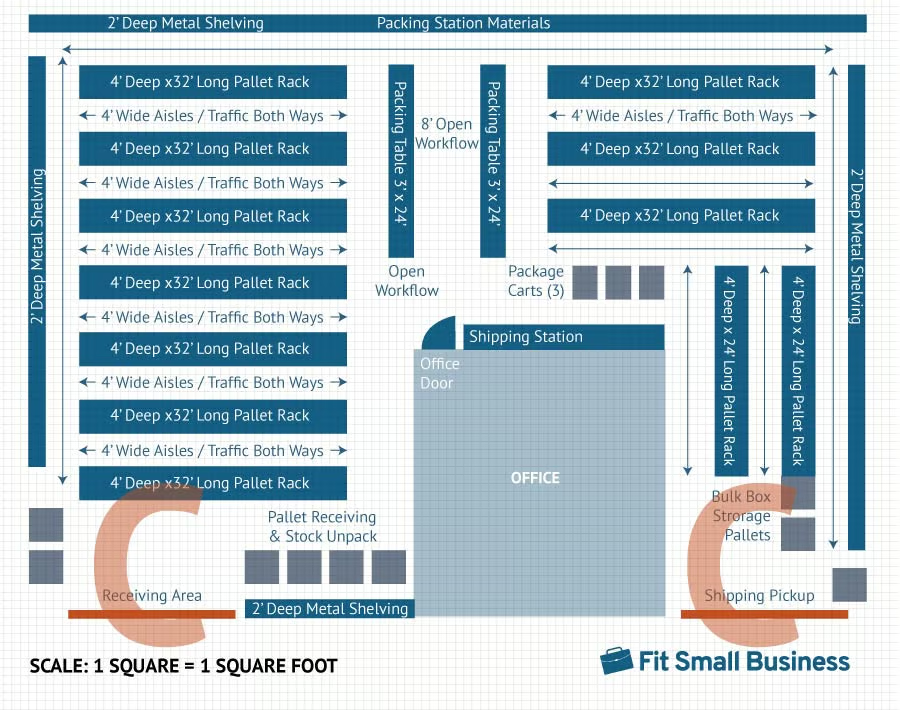
- Ample room is available in this model for shipping and receiving, thanks to the large overhead doors (C).
- Allowing room to store received stock before unpacking is essential. Plus, it’s helpful to keep receivables separate from daily outbound parcels to prevent confusion and carrier pick-up mistakes.
Warehouse Equipment Storage
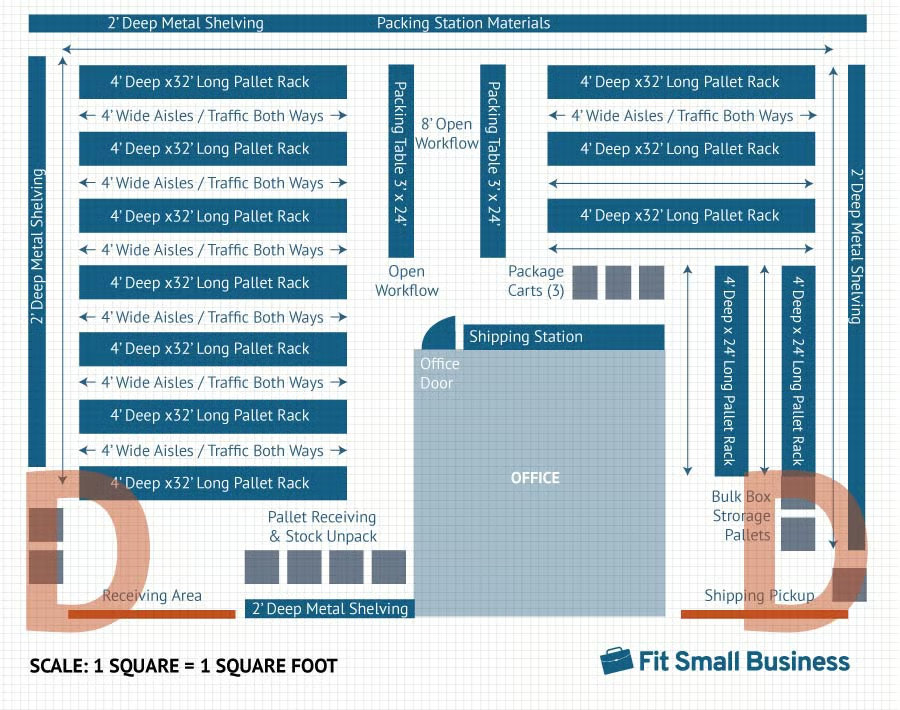
- This warehouse setup uses two rolling staircases to safely store and retrieve large numbers of lightweight overstock boxes from its 12’ shelves.
- Since the rolling staircases take up warehouse floor space, their storage must be considered in the warehouse layout. The spaces marked (D) near the receiving and shipping areas store the rolling staircases.
- If you plan to use high shelves in your warehouse, be sure to develop a way to access items that are overhead securely. In this example, rolling staircases work just fine. In other warehouses, heavier equipment, such as forklifts, are needed to transport and access items stored overhead.
Warehouse Layout Design Best Practices
In reality, a warehouse layout template can work for other businesses but not for yours. This is because an efficient warehouse floor plan will greatly depend on your business needs. However, there are best practices you should remember when designing a warehouse floor plan for your business. These are outlined below.
1. Maximize Use of Space
To accomplish this, map your warehouse and workflows. Get the most accurate measurements possible of your floor plan. Properly establish workflows from entry/start to exit/finish. From there you can identify key areas and adjust their space sizes and connections with each other accordingly.
And don’t forget your warehouse’s vertical storage capacity. Use adjustable racking and shelving systems.
2. Optimize Your Picking Process
Select the picking strategy that is best suited for your business. It’s recommended to have picking areas close to your storage areas to reduce time spent to select ordered items.
You can employ the following picking processes:
- Batch picking: Pick similar orders in batches, all at once. It is faster than picking one order at a time and lets you fulfill similar orders that include the same SKUs.
- Zone picking: Pickers are assigned specific zones and only pick orders from that area—usually done one at a time.
- Wave picking: Pickers have to stay within the zone assigned to them and are able to pick multiple orders simultaneously. This method combines batch and zone picking. This type is best for those that have a high volume of products with many SKUs.
- Discrete picking: Pickers retrieve items for the order from different zones of the warehouse, which is essentially processing one order at a time. This type is often used in small businesses with fewer SKUs.
3. Improve Accessibility and Visibility
Establish a clear workflow from receiving to shipping and that all storage areas in between are easily accessible. Utilizing enough lighting, signage, labels, and perhaps even a color-coding system can make it easier for staff to locate inventory, reducing time and improving operational efficiencies.
4. Leverage Technology
Warehouse management and inventory management software support almost every aspect of your warehouse operations. Machinery and equipment like conveyor systems, RFID technology, and mobile scanner devices automate and reduce manual labor, reducing errors, and boost accuracy in inventory.
5. Treat Safety and Cleanliness as a Priority
Employ sanitary and organization practices to keep spaces clean and clutter-free, reducing loss of inventory. Identify hazards and eliminate them, focusing on employee safety. Employees should undergo occupational hazard awareness training, and proper machine handling (operation), manage inventory, and handle shipping and receiving procedures.
6. Continuous Testing, Feedback, and Change
Always test your existing warehouse floor plan against your workflows. Your picking process might change over time, or your inventory doubles, so your floor plan should also adjust.
Frequently Asked Questions (FAQs)
A warehouse layout refers to physical structure and all the components found within your facility.
A good warehouse layout optimizes your storage, staff movement, and processes. It improves the efficiency of your warehouse operations and maximizes your storage space.
Create a warehouse diagram first and calculate your warehouse space utilization. From there choose your warehouse equipment, use efficient traffic flow strategies, and test your warehouse traffic flow plan.
The most common types of warehouse layout floor plans are U-shaped, I-shaped, and L-shaped.
The most effective warehouse layout depends on your business needs and operations. However, the most commonly used warehouse layout is the U-shaped design because of its simplicity and ease of use.
Bottom Line
From manufacturing and assembly to order fulfillment and shipping, an efficient warehouse layout design will help you minimize costs and maximize productivity.
Effective warehouse design starts with identifying your needs—including the tasks to be performed within your warehouse and the equipment that will best support them. When you take the time and effort to create an efficient warehouse layout, you pave the way for saving time, money, and hassle for years to come.
If running your own facility is cost-prohibitive, you can outsource your warehousing to a third-party fulfillment provider with specialized infrastructure. This option is more economical for many startups, small businesses, and growing ecommerce operations.
ShipBob is an SMB and mid-market business fulfillment service with a nationwide warehouse network of 60+ facilities. Get a free quote today.